

Effect of hook edge size on wrinkling of Tinplate bottom&cover round edge
【Abstract】Computer simulation was conducted on the rounding process of the bottom cover. The results show that the change in the hook edge size has a very obvious effect on the rounding result, and the wrinkling degree of Tinplate round bottom cover is reduced as the hook edge size decreases. The larger the hook edge size, the larger the accumulated plastic deformation of the hook edge during the rounding process, and the ability of the hook edge end and its adjacent area to coordinate deformation becomes worse, which seriously hinders the flow of the hook edge material and is prone to wrinkling. The smaller the hook edge size, the more sufficient the hook edge material flows, which reduces the wrinkling degree of the round edge.
【Keywords】bottom cover round edge wrinkling With the continuous expansion of the metal packaging industry chain and the increasingly fierce market competition, differentiation and low cost of similar products have become the mainstream direction of industry development. In view of the current situation of high consumption of three-piece can packaging materials and high cost ratio in the market, increasing the development and research of "reduction" and "thin wall" is the best way to ensure the market share of three-piece can products. Therefore, the continuous thinning of metal packaging materials, as an important means for domestic metal packaging products to have international product competitiveness, its promotion and popularization will bring significant chain effects to the development of the metal packaging industry.
In metal packaging, the sealing effect of the can lid and the can body after rolling is the key factor that determines whether food or beverages can be stored for a long time. However, in recent production, it was found that when the thickness of the bottom cover was reduced to 0.12mm, the edge material of the bottom cover was seriously wrinkled during the rounding process, which made it difficult to meet the subsequent rolling requirements, thus affecting the sealing effect of the can and easily causing the contents of the can to leak at the wrinkled part. Through a large number of production practices and experimental studies, it was found that the hook edge size of the lid, the groove curve of the mold, the initial speed of the lid entering the rounding machine, the spacing between the inner and outer mold grooves, etc., all have a great influence on the wrinkling of the round edge. Due to the large number of influencing factors, each factor is often related to each other, so it is currently difficult to solve the wrinkling problem through experimental methods. Among the various influencing factors, the hook edge size of the bottom cover has a weak correlation with other influencing factors, and is closely related to the blanking size of the bottom cover. Therefore, this paper uses numerical simulation technology to avoid the complexity brought by the combined effect of multiple influencing factors and studies the influence of the hook edge size on wrinkling alone, which is of great significance for solving the wrinkling problem of round edges and rationally utilizing materials.
1 Research Methods
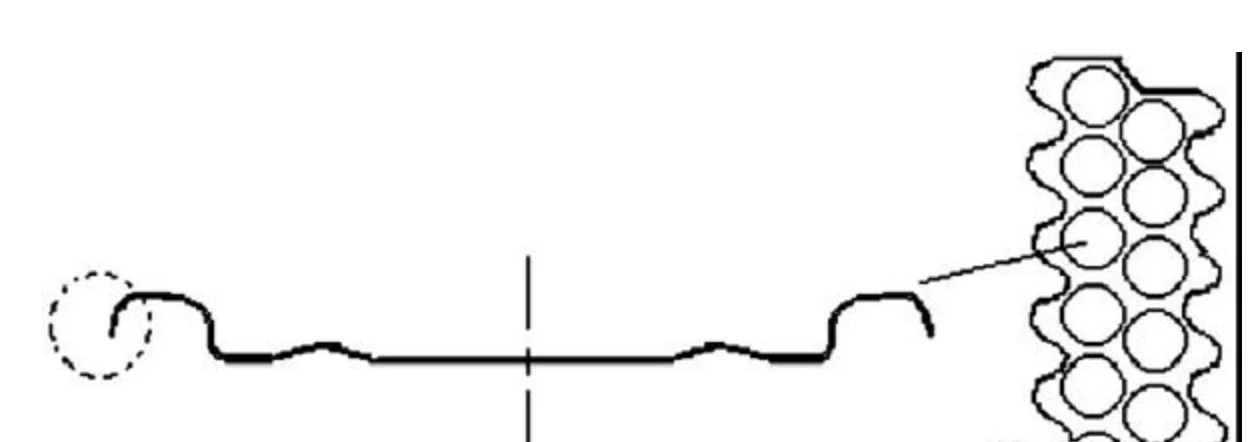
1.1Rounding Process of Lid The manufacturing process of the lid is shown in Figure 1. In order to improve the utilization rate of materials, the waveform shearing method is used in Figure 1a, and then the lid is punched and formed using a double-die punching device to obtain the basic shape of the lid (Figure 1b). The structure of the hook edge is shown in the dotted circle. On this basis, the hook edge part in the dotted circle is rounded by a rounding machine to obtain the final structure of the lid (Figure 1c). Finally, in order to ensure that the can has a good sealing effect, the lid after rounding is injected with glue (Figure 1d).
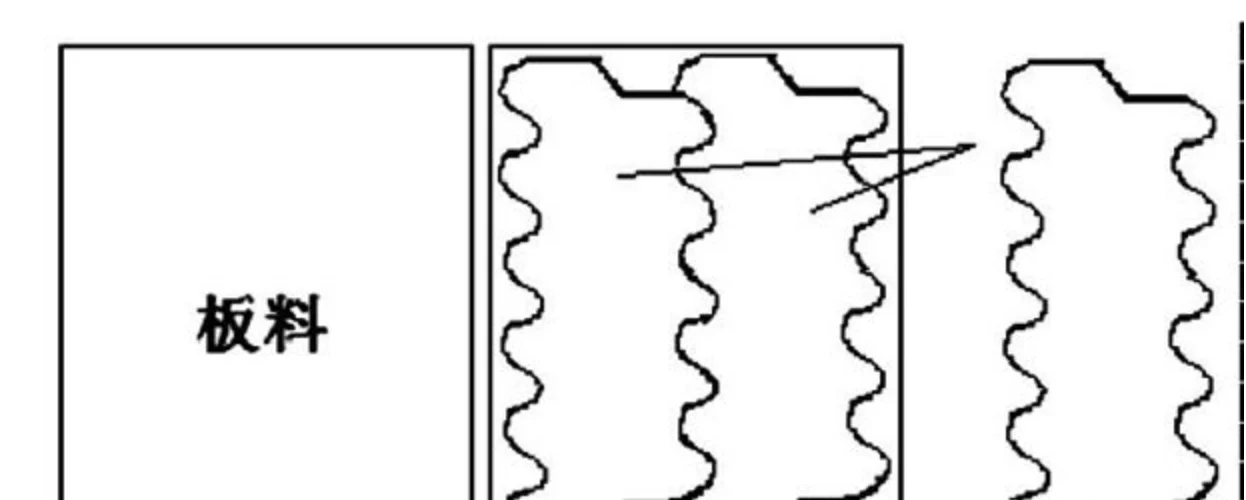
(a)Shear
(b)Punching

(c)Round edge
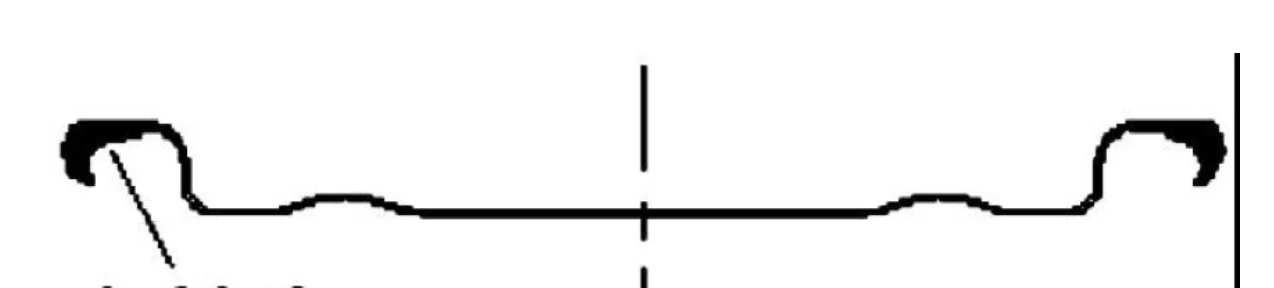
(d)Glue injection
Figure 1: Manufacturing process of the lid
The rounding process is completed by the rounding machine. The main working parts are the inner and outer molds with the same groove structure. The cross-sectional dimensions are shown in Figure 2. Combined with the rounding process in Figure 3, the outer mold is fixed and the inner mold is installed on a turntable and rotates at high speed. When the lid enters the entrance of the rounding machine after being punched, the edge of the lid is immediately clamped in the inner and outer grooves and supported by the tray. After friction with the rotating inner mold groove, it rotates in the opposite direction and revolves around the inner mold to the exit. Among them, the outer mold groove can be divided into two working sections, AB and BC.
From A to B, the distance from the outer mold groove to the inner mold center O is continuously reduced, which conforms to the Archimedean spiral change of formula (1). From B to C, the distance from the center O remains unchanged. The function of the tray is to ensure that the lid or deform during the rounding process.
r(θ)=a-b(θ) (1)
Where: θ——polar angle, indicating the angle of rotation, θ∈[0,180];
a——the distance from the center of the outer mold groove OB to the center axis of the inner mold O1O2, a=277.0;
b——Archimedes spiral coefficient, b=0.0127.

Figure 2 Slot structure diagram of inner and outer molds
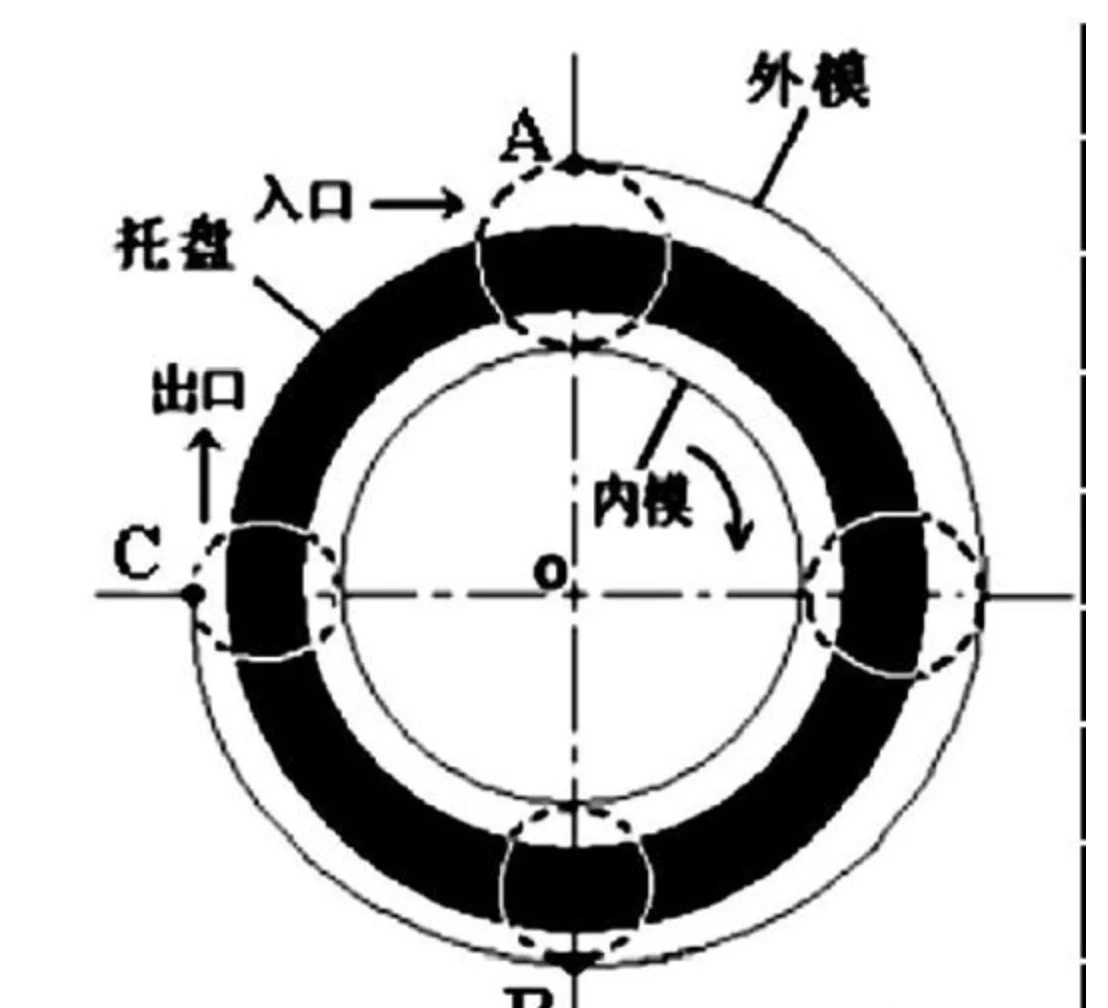
Figure 3 The rounding process of the lid
1.2 Setting of bottom cover structure, material parameters and boundary conditions
The bottom cover material is tinplate with a material thickness of 0.12mm. The structure and size of the bottom cover after punching are shown in Figure 4, where the distance between the lower end of the hook edge and the bottom surface of the cover is represented by L. When the value of L is large, the corresponding hook edge size will decrease accordingly. In this paper, the values of L are 1.27mm, 1.39mm and 1.51mm respectively. Based on this, the round edge simulation is carried out to study the effect of the change in the hook edge size on wrinkling. The material parameters used in the simulation are shown in Table 1, including the density, yield strength, tensile strength, Poisson's ratio and elastic modulus of tinplate, all of which are measured results. The inner and outer molds and the tray are set as rigid bodies, the rotation speed of the inner mold is 7 rpm, the cover is a deformable body, and the initial velocity entering the entrance of the round edge machine is 5m/s. The mesh division adopts hexahedral units, and the friction coefficient between the bottom cover edge and the mold is set to 0.15 (Table 1).
Figure 4 Structure of the cover after punching
2 Results and Analysis
Figure 5 is the computer simulation result after the bottom cover is rounded. It can be seen that when the hook edge size of the punched lid is large (L=1.27mm in Figure 5a), the hook edge of the entire lid will be severely wrinkled after rounding, which is consistent with the actual rounding result. The lid with severe wrinkling is difficult to meet the requirements of the subsequent sealing process and must be treated as a waste. When the hook edge size of the bottom cover is reduced, the simulation results of the round edge are shown in Figure 5b (L=1.39mm) and Figure 5c (L=1.51mm). Compared with the simulation results of Figure 5a, it is not difficult to find that as the hook edge size gradually decreases, the degree of wrinkling of the lid round edge will gradually decrease. According to rough statistics, the area of the wrinkled part accounts for about 35% and 4% of the entire hook edge area of the lid, respectively.
(a)L=1.27mm
(b)L=1.39mm
(c)L=1.51mm
Figure 5 Simulation results of the round edge of the lid
The rounding process of the lid is essentially the process of the hook edge bending inwards. Combined with the hook edge structure of the lid in Figure 4, it is not difficult to conclude that during the rounding process, the deformation will start from the end below the hook edge (hereinafter referred to as the hook end) and gradually extend upward to the entire hook edge. For the entire bottom cover, this means that the diameter of each part of the hook edge will continue to decrease. According to the basic theory of metal plastic deformation, when the deformation of a metal sheet exceeds the forming limit, it will become unstable and wrinkle. Therefore, in order to avoid the occurrence of wrinkling, the material of the hook edge part needs to have good plastic deformation ability during the rounding process. The thickness of the plate used to manufacture the bottom cover in this paper is only 0.12mm, which is much smaller than the currently commonly used 0.16mm-0.20mm thickness of the plate. Therefore, in order to meet the strength requirements of the bottom cover, the secondary cold rolling process [19-20] is used for production. Although the strength of the plate meets the use requirements, the plasticity of the material is greatly reduced. Moreover, because the plate is too thin, it is more likely to become unstable when subjected to external forces. Therefore, low plasticity and too thin sheet size are the key reasons why wrinkles are prone to occur during the rounding process of the hook edge of the bottom cover. When the size of the hook edge is reduced, under the same rounding process parameters, although the diameter of the hook edge will also decrease during the rounding process, the diameter of the hook end will be larger than that of the case where the hook edge size is larger. Through analysis, it is not difficult to conclude that the larger the hook edge size, the smaller the diameter of the hook end after the lid is rounded, and the corresponding accumulated plastic deformation of the entire hook edge is greater. In the process of inward bending, the hook end is a free end. As the size of the hook edge increases, its ability to coordinate the deformation of the adjacent area will become worse and worse, which is easy to hinder the flow of the material, resulting in the formation of wrinkles. Reducing the size of the hook edge directly reduces the overall plastic deformation of the hook edge, so that the fluidity of the material at the hook end and the adjacent area and the overall coordinated deformation ability of the hook edge are improved, thereby reducing the degree of wrinkling after the bottom cover is rounded.
It is worth noting that, on the one hand, the rounding process of the lid involves a complex process flow. In addition to the hook edge size, the groove curve of the mold, the groove spacing between the inner and outer molds, and the initial speed of the lid entering the rounding machine all have an important influence on the rounding result; on the other hand, the appropriate hook edge size has an important reference basis and practical significance for the reasonable formulation of the blanking size of the lid. This work focuses on the key parameter of the hook edge size. The influence of other factors and their interactions on the wrinkling of the round edge will be further expanded in subsequent research.
Conclusion
(1) The hook edge size has an important influence on the rounding result of the bottom cover. As the hook edge size decreases, the wrinkling degree of the bottom cover after the rounding will continue to decrease.
(2) When the hook edge size is large, the accumulated plastic deformation during the inward bending of the hook edge is large, and the ability of the hook edge end and its adjacent area to coordinate deformation is also poor, which seriously hinders the flow of the hook edge material, making the hook edge area prone to wrinkling. For a smaller hook edge size, the fluidity of the material at the hook edge end and the adjacent area is improved, and the wrinkling degree after the rounding is reduced.